Speaker
Description
In a recently conducted test for assessing compatibility of accelerator grid of Neutral beam 1 for their performance at 150 C, failure has been evidenced across an electrodeposited (ED) bond layer, which forms a vacuum boundary with cooling medium. This happens to be the first instance where an electrodeposited bond has been subjected to Hot Helium Leak test under operational conditions of temperature (150 C) and pressure (>2MPa), according to the ITER specifications. Presently there exists no recommended procedure for carrying out an assessment of the bond integrity for electrodeposited surfaces and also no codes are presently available to qualify the process compatibility for the operational requirements including application at around 150 C. Therefore, to arrive at the root cause, it was necessary to undertake a systematic evaluation study to identify the root cause and establish the adhesion characteristics at room as well as operational temperatures. This also serves the objective to assess and to arrive at an understanding of the possibility of recommending a metric for the strength parameters for such bonds. To carry out this assessment, multiple electrodeposited samples ~20, were drawn under different bath conditions. These samples have been subjected to a specially designed test procedure in order to arrive at an assessment of the strength parameters for the bond, the failure of which is considered to be the root cause. Hence, the present study is purported to present itself as a procedure for evaluation of this important manufacturing process. This is possibly first such initiative of its kind.
Samples were prepared under three different bath conditions with the parameter variation for electrolyte composition, additives, electrical parameters, time, temperature and pH. Adhesion, being one of the major area of consideration for the pressure application, a specific test, called ‘Push’ test has been configured (Fig. 1) in such a way that, it simulates the operational scenario and thus evaluate the stress on the bond area in the operational condition. The most important element of this test, is in the identification of procedure that, would test the performance of the bond for the thinnest cross section of surface contact of the deposit with the base material.

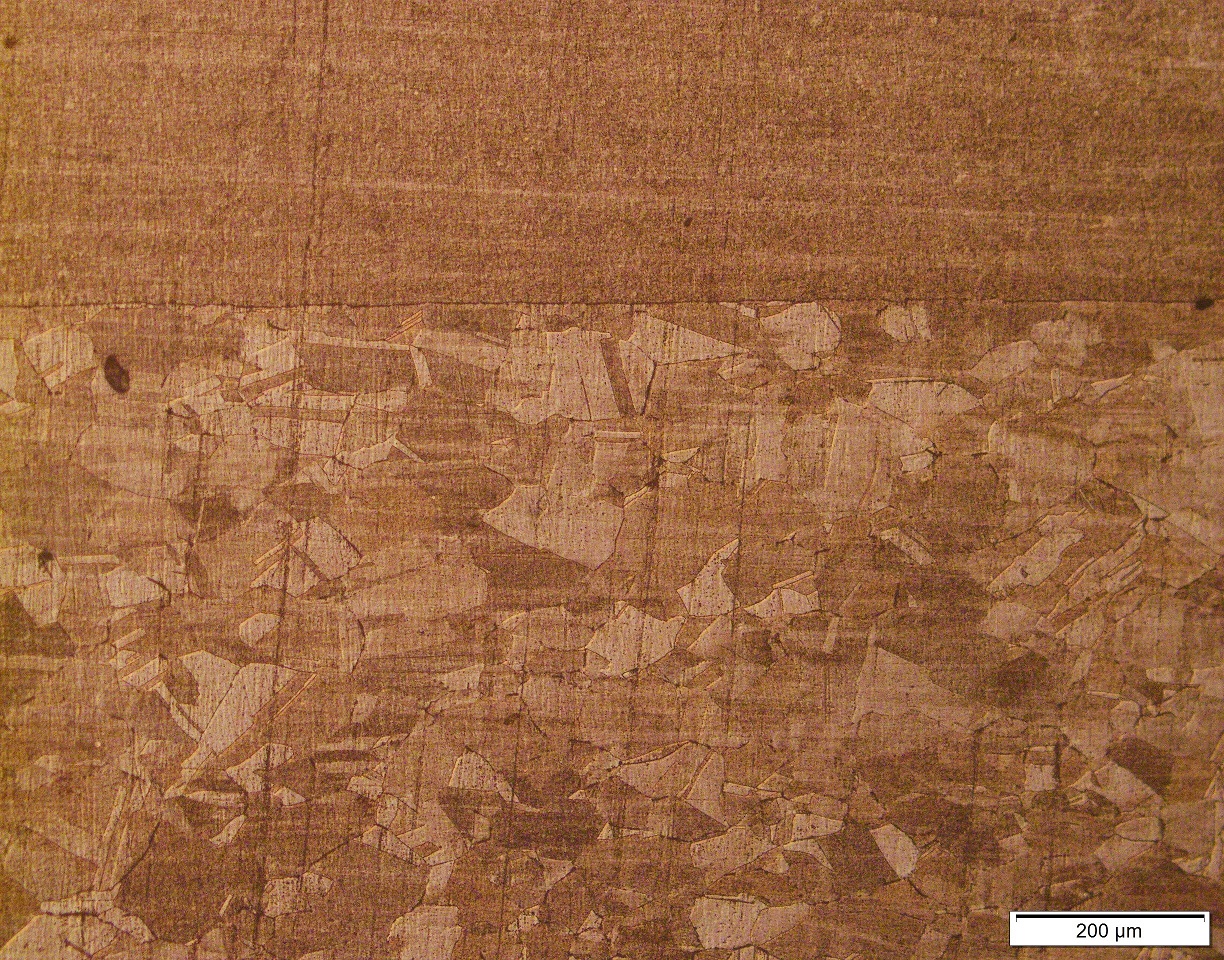
Fig. 1 shows the configuration of the cross sections where the top layer is ED and corresponds to cross section for the apertures of the grid segments. In addition, tests related to metallurgical assessments had to be developed to understand the microstructural characteristics at the transition region between the electrodeposited layer and the base material.
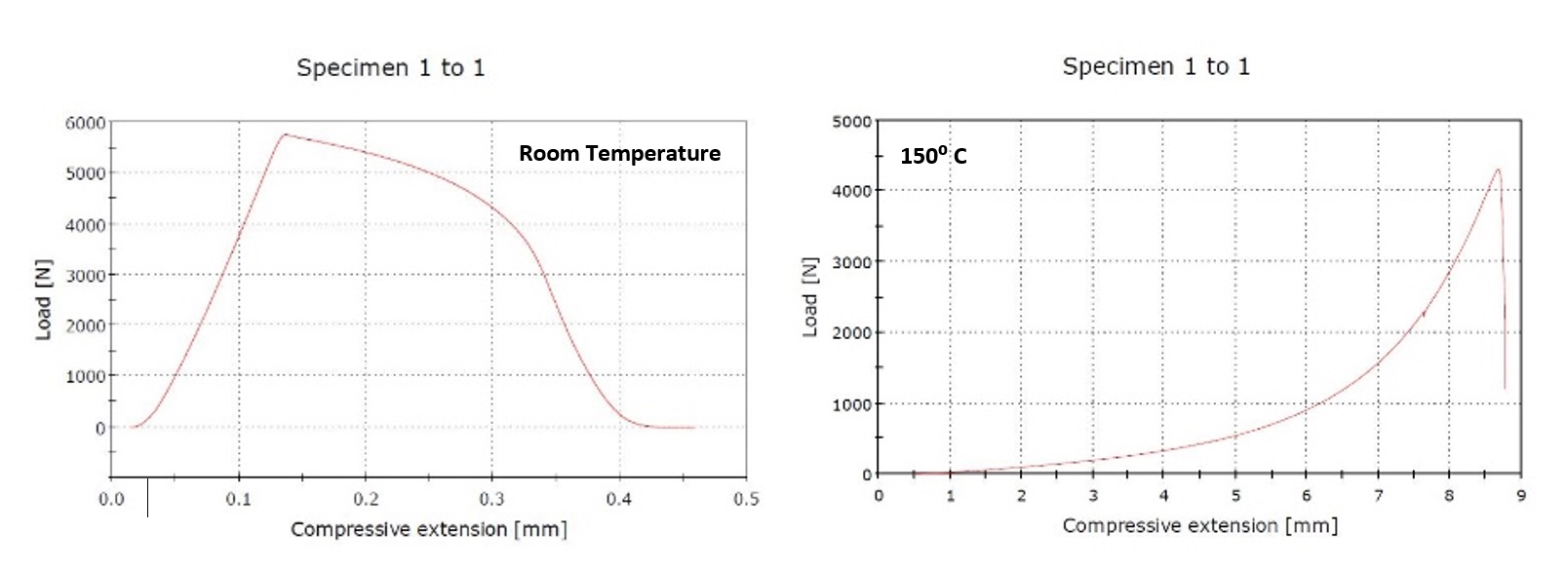
Studies performed across the samples show that interface of the base material and the electrodeposited layer is significantly impacted with the change in bath condition in terms of its adhesion strength, typically in the range of 15-20 %. The most significant observation comes out from the high temperature (150 C) assessment, where degradation in adhesion strength occurs to the tune of by ~30-50 % as compared to base material. This range in degradation is closely co-related to the change in the bath condition. Further, the Load Vs. Extension behaviour differs when the specimen is subjected to tests at elevated temperature. The graph (Fig. 2) reveals the absence of the elastic zone in case of high temperature zone for all the samples from different baths.
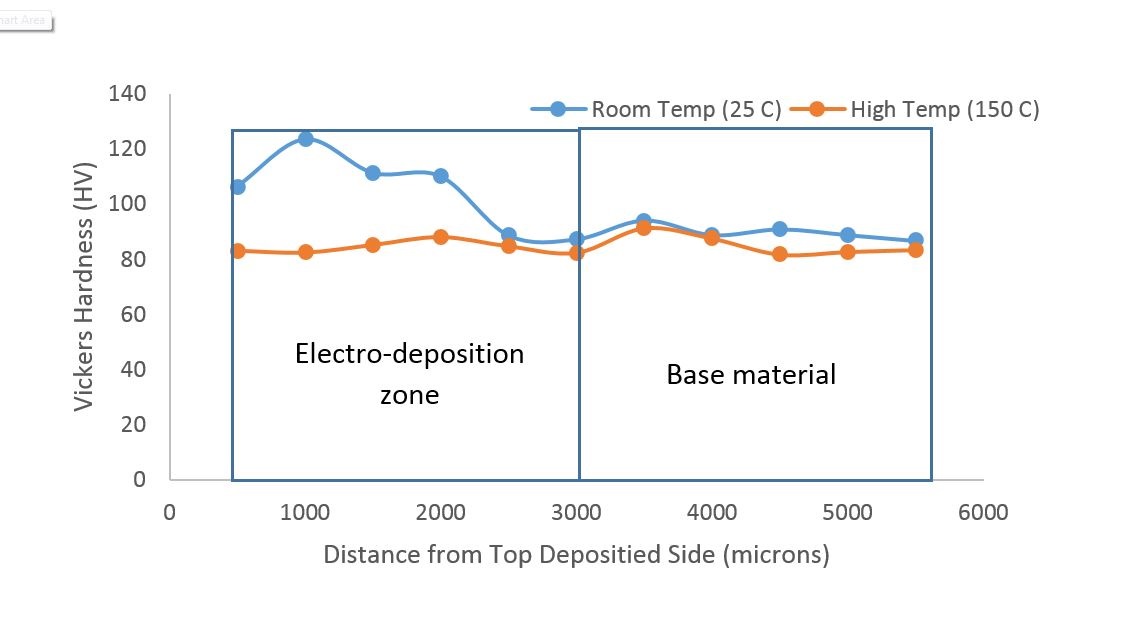
Further, the present case being a pure metal, it could also be possible to cross verify the outcome of the strength test through a hardness test (Fig. 3) across the base material, interface zone and the electro-deposited layer. These correlations of strength and temperature along with their dependency on the bath conditions establish a metric to develop the application based design for such components.
Metallurgical assessments to understand the microstructural characteristics across the base material, transition zone and electrodeposited layer (Fig. 4) shows the difference in the material growth characteristics for base material and the ED layer under different bath conditions thereby resulting in the variation of the adhesion properties at the interlayer.
In conclusion, a process has been established in form of experiments where ~20 samples, from different baths, have been subjected to tests to evaluate and obtain a statistical variation in the quality of the bond at room as well as at elevated temperature of 150 C. Test results shows the variation in the bond strengths is highly dependent on the bath quality, thereby establishing the root cause of failure in the hot leak tests of the grid segments. The results also establish the need for qualification of the bond integrity and improvisation of the bath characteristics, if required, to ensure a reliable application of ED process for the actual components. Recommendation of the qualification process is as follows; (1) carrying out and interpreting the specially designed push test for samples (2) Co-relating the strength with the hardness parameters (3) study of microstructural characteristics and (4) application of process on production pieces.
The details of the study performed above and the qualification procedure developed shall be presented and discussed. This forms an important database for similar components in fusion devices like ITER using ED process as one of the important manufacturing sequence.
1] Jaydeep Joshi et. al : Technologies for realization of Large size RF sources for –ve neutral beam systems for ITER - Challenges, experience and path ahead, Nuclear Fusion- 102937.R1
Acknowledgement:
Support from M/s PVA Industrial Vacuum Systems, M/s Germany, Research Instruments, Germany and their sub-suppliers, in terms of providing the samples is sincerely acknowledged.
| Affiliation | ITER-India, Institute for Plasma Research |
|---|---|
| Country or International Organization | India |
