Speaker
Description
Development and testing of an additively manufactured lattice for DEMO limiters
N. Mantel1, T. R. Barrett 1, D. Bowden 1, K. Flinders1, M. Fursdon 1, A. D. L. Hancock 1, I.E. Garkusha3, J. Roberts 1, S.S. Herashchenko3, V.A. Makhlai3, A. von Mueller 2, J.-H. You 2
1 United Kingdom Atomic Energy Authority Culham Science Centre, Abingdon, OX14 3DB, UK
2 Max Planck Institute of Plasma Physics, Boltzmann Str.2, 85748 Garching, Germany
3 NSC KIPT, Institute of Plasma Physics, Kharkov, 61108, Ukraine
In the conceptual design of EU-DEMO, damage to plasma facing components under disruption events is planned to be mitigated by specific sacrificial limiter components. A new limiter concept has been proposed using lattice structures fabricated with tungsten powder by additive manufacturing techniques. First stage prototypes have been manufactured from Tungsten and Tungsten Tantalum mixed powder with two distinct processes. High transient (0.25ms) heat load testing, with hydrogen plasma of energy density up to ~2 MJm-2 was carried out at QSPA. These tests have shown that the energy absorbed by latticed targets preheated at 500°C is close to that absorbed by solid tungsten (below the evaporation threshold). Microscopy characterisation pre and post irradiation shows that testing did not significantly impact the lattices. The significant potential benefits of using a lattice structure for limiters are the possibility to customise the thermal conductivity and compliance of the structure in order to manage temperatures and stress within material limits and lower sensitivity to crack propagation. This paper presents the results of the first investigations into the production, characterisation and high heat flux testing of the lattices to assess their suitability for DEMO limiters.
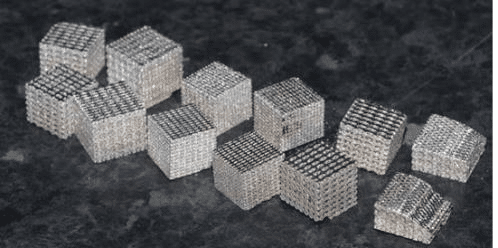
Additive manufacturing (AM) techniques is ideally suited to the production of intricate lattice structures such as those identified for their optimal properties by the university of Tuscia 1. In this study AM Laser Powder Bed Fusion (LPBF) was selected as it is proven in achieving complex net-shape components such as small channels. However, as tungsten components manufactured by additive manufacture are typically prone to micro cracks, two micro cracks mitigation techniques were selected and trialled; these are reducing thermal gradient in the manufactured component by preheating of the substrate 2 and the addition of ductile alloying elements 3. The two streams of manufacturing were initiated in 2019 at Fraunhofer Augsburg using pure tungsten and heated bed, and Renishaw UK using W-Ta mixed powder alloy. Examples of the manufactured lattices are shown in Figure 1.
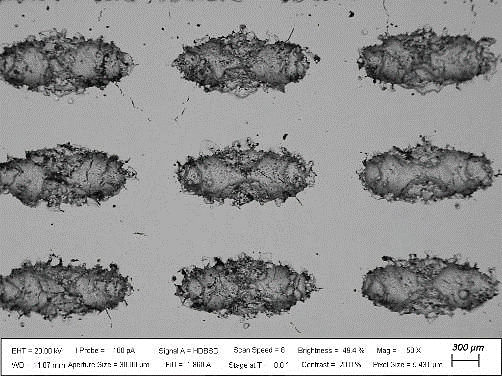
For the characterisation of the build to determine the quality of the resulting LPBF material, optical and thermomechanical tests have been conducted on the lattices and bespoke test samples. The optical tests consisted of optical micrograph, Scanning Electron Microscope (SEM) micrograph (as shown in Figure 2), metal segregation analysis by Energy Dispersive Spectroscopy (EDS) and grain analysis by Electron Backscatter Diffraction (EBSD). In parallel, thermo mechanical tests have been performed consisting of tensile (dog bone) tests, small punch (disc), laser flash (disc), and dilatometry (cylinder). Initial results of EDS test show the presence of Ta segregation, partially melted particles and micro cracks, suggesting further mitigation measure are required. This might be using pre-alloyed powders in conjunction with pre-heated substrate and refinement of the laser process parameters.
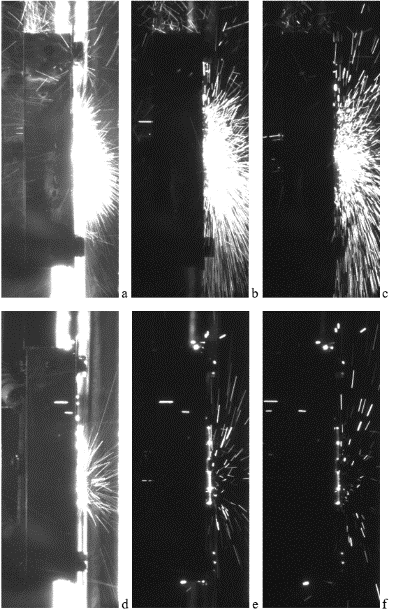
Two high heat flux test facilities were selected in accordance with the envisaged thermal loads on the limiter. QSPA Kh-50 [4] with plasma stream energy density up to 30MJ/m2 is being used to expose lattice samples (see Figure 3) to a range of extremely high heat fluxes to determine the absorbed heat flux and the relative vapour shielding effects when using the lattices compared to monolithic solid limiter alternatives. These tests will be followed by further “post-mortem” material characterisation to determine the most suited lattice design and comparative performance with traditional tungsten armour. Initial results at 1.1 and 1.8MJ/m² applied plasma flux suggest the lattices appear to display similar power absorption properties to similar size solid tungsten test samples, but the lattice structures showed higher initial particle ejection (possibly linked to the partial melted particles observed after manufacture).
In addition to the extreme transient heat flux testing, the UKAEA HIVE [5] facility is used to apply a heat flux of 2MW/m2 to assess and compare the performance of samples under steady state heat loads. Temperature distribution histories measured using infrared camera are presented.
This work presents a first investigations into the design, manufacture, characterisation and HHF testing of tungsten lattice structures for use in DEMO limiters. The important conclusion to be drawn is that is possible to additive manufacture tungsten lattice structures for limiter application which are able withstand representative steady and moderate transient heat loads. The next steps in this work are to extend heat loads further into the ultra-high heat flux regime at QSPA, and further optimise the AM process to reduce micro cracks using powdered tungsten alloys and heated AM substrate in combination with usage of Tungsten and Tantalum powder.
This work has been carried out within the framework of the EUROfusion Consortium and has received funding from the Euratom research and training programme 2014-2018 and 2019-2020 under grant agreement No 633053. The views and opinions expressed herein do not necessarily reflect those of the European
REFERENCES
1
R. De Luca, F. Maviglia, G. Frederici, G. Calabro, P. Fannelli and F. Vivio, “Preliminary investigation on W foams as protection strategy for advanced FW PFCs,” FusionEngineering andDesign, vol. 146 part B, pp. 1690-1693, 2019.
2
A. v.Müller, G. Schlick, R. Neu, C. Anstätt, T. Klimkait, J. Lee, B. Pascher and M. Schmitt, “Additive manufacturing of pure tungsten by means of selective laser beam melting with substrate preheating temperatures up to 1000 ∘C,” Nuclear Materials and Energy, vol. 19, pp. 184-188, 2019.
3
D. Wang, Z. Wang, J. Ma, K. Li, W. Liu and Z. Shen, “Cracking in laser additively manufactured W: Initiation mechanism and a suppression approach by alloying,” Materials and Design, vol. 162, pp. 384-393, 2019.
[4]
I. N. KIPT, “Quasi-Stationary Plasma Accelerators,” 01 2020. [Online]. Available: https://ipp.kipt.kharkov.ua/qspa/qspa_en.html.
[5]
D. Hancok, D. Homfray, M. Porton, I. Todd, B. Wynne, R. Bamber, K. Flinders, P. Jepson, H. Lewtas and H. Robinson, “Testing Advanced Divertor Concepts for Fusion Power PlantsUsing a Small High Heat Flux Facility,” January 2020. [Online]. Available: https://scientific-publications.ukaea.uk/wp-content/uploads/Preprints/UKAEA-CCFE-PR1833.pdf.
| Affiliation | UKAEA |
|---|---|
| Country or International Organization | United Kingdom |
